The deaerator tank in an industrial boiler is more than just a storage vessel—it combines feedwater buffering with oxygen removal to protect the entire steam‐generating system from corrosive attack. Below is a concise yet technically rigorous overview of its purpose, main tasks, essential components, operating principle, variants, design considerations, and upkeep.

1. Why Remove Dissolved Oxygen?
Dissolved oxygen in boiler feedwater triggers localized pitting and general corrosion in the boiler shell, economizer tubes, steam piping and condensate return lines. Rust particles form insulating deposits on heat‐transfer surfaces, cutting efficiency, boosting fuel use—and in the worst case leading to tube failures or fireside blowouts. Modern practice demands residual oxygen below 0.1 mg/L (often tighter), a level only achievable via dedicated deaeration.
2. Core Functions
-
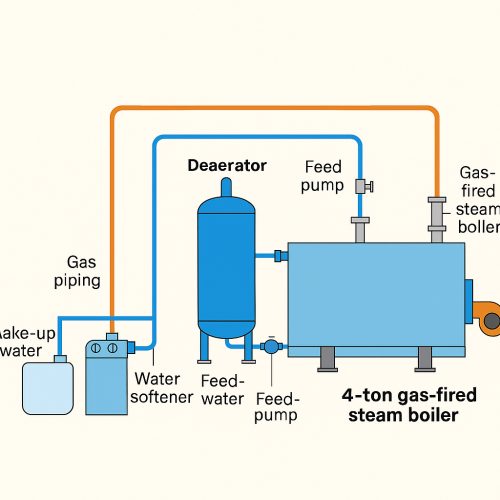
Feedwater Storage: Holds treated, oxygen‐stripped water (softened or demineralized) so the boiler sees a steady, uninterrupted supply, buffered against upstream fluctuations.
-
Thermal Deaeration: Strips dissolved gases—chiefly O₂ and CO₂—by heating feedwater to its saturation temperature at the vessel’s operating pressure.
-
Temperature Buffering: Maintains water at or near saturation via reboiling coils, preventing re‐absorption of oxygen when load or temperature swings occur.

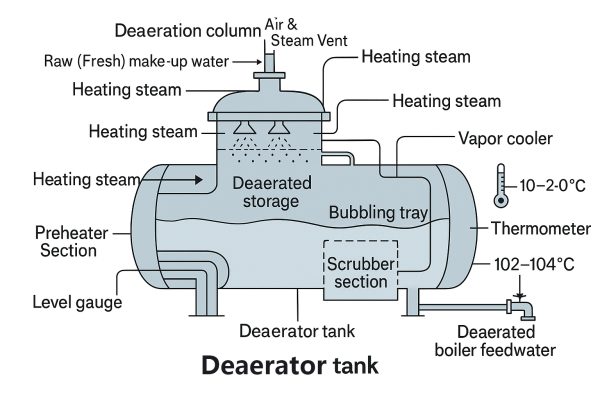
3. Key Components
-
Pressure Shell: A horizontal or vertical steel vessel rated for its deaerator pressure (atmospheric for vacuum types; up to 0.8 MPaG in high‐pressure versions), internally coated or lined for corrosion resistance.
-
Deaeration Head (Spray Zone): Atop the tank, water is distributed through nozzles, shower trays or atomizing heads to form fine droplets or thin films.
-
Packing Bed (Tray or Random): Layers of structured packing (Ω‐rings, stainless‐steel meshes or Raschig rings) enlarge the gas–liquid contact area, promoting efficient mass transfer.
-
Steam Distribution: Low‐pressure steam (0.02–0.25 MPaG) is introduced in counter‐ or co‐current flow to heat the descending water.
-
Reboiler Coils: Steam coils near the tank’s base maintain saturation temperature during low loads or startup, averting “oxygen pickup.”
-
Venting System: A precision control vent (or valve) at the tank’s crown discharges liberated gases and a small purge of steam. Proper tuning is crucial—too little venting leaves residual gas, too much wastes energy.
-
Controls & Safety: Level gauges, pressure/temperature instruments, safety reliefs and automated actuators regulate tank conditions and protect against overpressure or vacuum.
4. How It Works (Thermal Deaeration)
-
Cold feedwater sprays into the deaeration head, breaking into microscopic droplets or films.
-
Steam flows upward, heating the water to its saturation point at the tank’s pressure (≈104 °C at 0.02 MPaG).
-
Under Henry’s law, gas solubility plummets at saturation temperature; dissolved O₂ and CO₂ flash out of solution.
-
Dalton’s law dictates that almost the entire tank pressure is carried by water vapor, forcing non‐condensables to separate and vent.
-
Clean, hot, deaerated water cascades into the storage section below, ready for pumping into the boiler.
5. Deaerator Types
-
Atmospheric (Open) Deaerator: Operates just above atmospheric pressure. Simple, robust and most common.
-
Pressurized Deaerator: Runs at higher pressures (0.25–0.8 MPaG or above), boosting deaeration efficiency and acting as the first feedwater heater stage. Suited for high‐pressure boiler plants but demands stricter safety measures.
-
Vacuum Deaerator: Functions under slight vacuum (demineralizing or specialty systems), using low‐grade heat. Requires airtight integrity and a vacuum pump.
6. Design & Selection Considerations
-
Capacity: Match peak feedwater demand, typically 10–20 minutes of boiler evaporation capacity.
-
Operating Pressure & Temperature: Aligned with boiler and system thermodynamics.
-
Inlet Water Temperature: Affects steam consumption for deaeration.
-
Target Residual Oxygen: Confirm ≤0.1 mg/L or project-specific requirement.
-
Materials: Carbon steel with protective lining or stainless steel in high-corrosion environments.
-
Control Precision: Automated regulation of level, venting and steam flow enhances both efficiency and reliability.

7. Operation & Maintenance Best Practices
-
Startup: Ramp temperature and pressure gradually to avoid thermal shock.
-
Level Control: Keep the water level within design limits to prevent pump cavitation or overflow.
-
Vent Adjustment: Tune vent valve to balance complete gas removal against steam loss.
-
Periodic Testing: Measure outlet dissolved oxygen, pH and conductivity.
-
Internal Inspection: Check nozzles, packing and linings for fouling or damage.
-
Safety Checks: Verify safety valves, gauges and interlocks at regular intervals.
8. Conclusion
Far more than a passive storage tank, the deaerator is the boiler feedwater system’s final—and most critical—corrosion barrier. By heating feedwater to its saturation point and efficiently venting non‐condensable gases, it preserves boiler integrity, enhances thermal performance, and extends the equipment’s lifespan. Thoughtful selection, precise control and diligent maintenance of the deaerator directly translate into safer, more economical boiler plant operation.
Get your best price
Quickly compare 3 FREE quotes
- Engineer quick quote
- The overall delivery speed is fast
- Financial choice
- Low installation costs and cost savings
25 years+ of boiler R&D
More than 20 innovative technologies