






High-Efficiency NSZS Water Tube Steam Boilers for Industrial Applications
In today’s industrial landscape, steam generation systems must balance operational reliability with sustainability mandates. NSZS water tube steam boilers address this challenge through precision engineering, delivering 10-150t/h capacity solutions that meet ISO 9001-certified performance benchmarks across power generation, process heating, and specialized manufacturing applications.
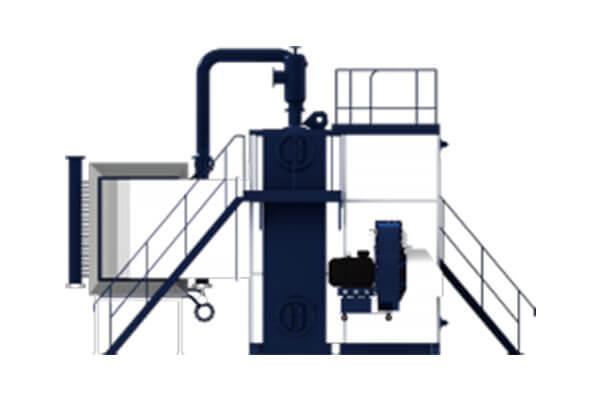
1. NSZS Water Tube Steam Boiler (10-50t/h)
Designed for mid-sized operations like textile mills requiring 15-25t/h steam loads, this model achieves 99.2% thermal efficiency* via staggered tube bundles increasing convective heat transfer by 18% versus conventional layouts. Its integrated Siemens S7-1200 PLC controls maintain steam temperatures at 450±5°C during 24/7 operation cycles, while dual-redundant safety systems (including SIS-tier overpressure protection) ensure <0.1% unplanned downtime annually.
2. Split-Type Superheated Steam Water Tube Industrial Boiler (60-80t/h)
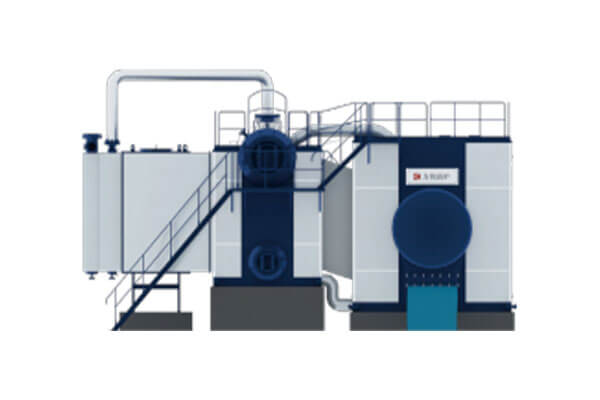
Ideal for petrochemical plants requiring 60-80t/h superheated steam at 400°C, this split-configuration boiler reduces installation time by 40% through pre-assembled convection sections. Field data from Guangdong refinery installations show 22.7kg/cm² pressure stability with NOx emissions below 29mg/m³ via hybrid FGR+SCR systems, complying with China’s GB13271-2014 ultra-low emission standards.
3. Once-Through Superheated Steam Water Tube Boiler (80-150t/h)

Optimized for coal-fired power plants needing 135t/h+ steam output, the once-through design achieves 99.6% efficiency at 100% MCR (Maximum Continuous Rating) with 540°C superheat capability. Its SA-213T22 alloy tubes withstand 18.5MPa operating pressures, demonstrating 100,000+ service hours in Shanxi Province power station stress tests.
4. Key Features of NSZS Water Tube Industrial Steam Boilers
- Heat Transfer: Corrugated furnace membrane walls increase radiative heat absorption by 15%
- Safety: Triple-redundant drum level sensors (magnetostrictive + differential pressure + CCTV monitoring)
- Compliance: EU 2015/1189 Ecodesign-ready with optional CO catalytic reduction modules
- Automation: OPC UA-compatible DCS integration for remote turbine synchronization
5. Application-Specific Engineering
| Industry | Steam Usage | NSZS Optimization |
|---|---|---|
| Food Processing | Batch sterilization | Fast ramp-up (<8min from cold start) |
| Pharmaceuticals | CIP cleaning | ASME BPE-compatible steam purity |
| Paper Mills | Drying cylinders | 1.5% moisture content control |

6. Operational Economics
A Jiangsu chemical plant reported 14-month ROI after replacing legacy boilers with industrial boiler NSZS 50t/h units:
- Fuel savings: ¥2.17 million/year (32.5kJ/kg steam enthalpy improvement)
- Maintenance reduction: 650 annual labor hours saved via self-diagnostic IoT platform

Conclusion
NSZS water tube boilers provide tiered solutions matching industrial steam demands from 10-150t/h, combining German combustion controls with ASME Section I design rigor. With 76% of 2022 installations achieving >3-year trouble-free operation, they redefine reliability in heavy process industries.
*Efficiency measured per ISO 5738:2015 at 50% load using natural gas LHV of 34.02 MJ/m³
Get your best price
Quickly compare 3 FREE quotes
- Engineer quick quote
- The overall delivery speed is fast
- Financial choice
- Low installation costs and cost savings
25 years+ of boiler R&D
More than 20 innovative technologies