What is a fire-tube boiler?
A fire-tube boiler (also called a shell or smoke-tube boiler) is a boiler design where hot combustion gases flow through tubes that are surrounded by water inside a pressure vessel; the heat from the gases transfers through the tube walls to generate steam or hot water. Fire-tube/shell boilers are commonly used for low-to-medium capacity steam and hot-water applications because of their simple construction and compact footprint.
Main Components
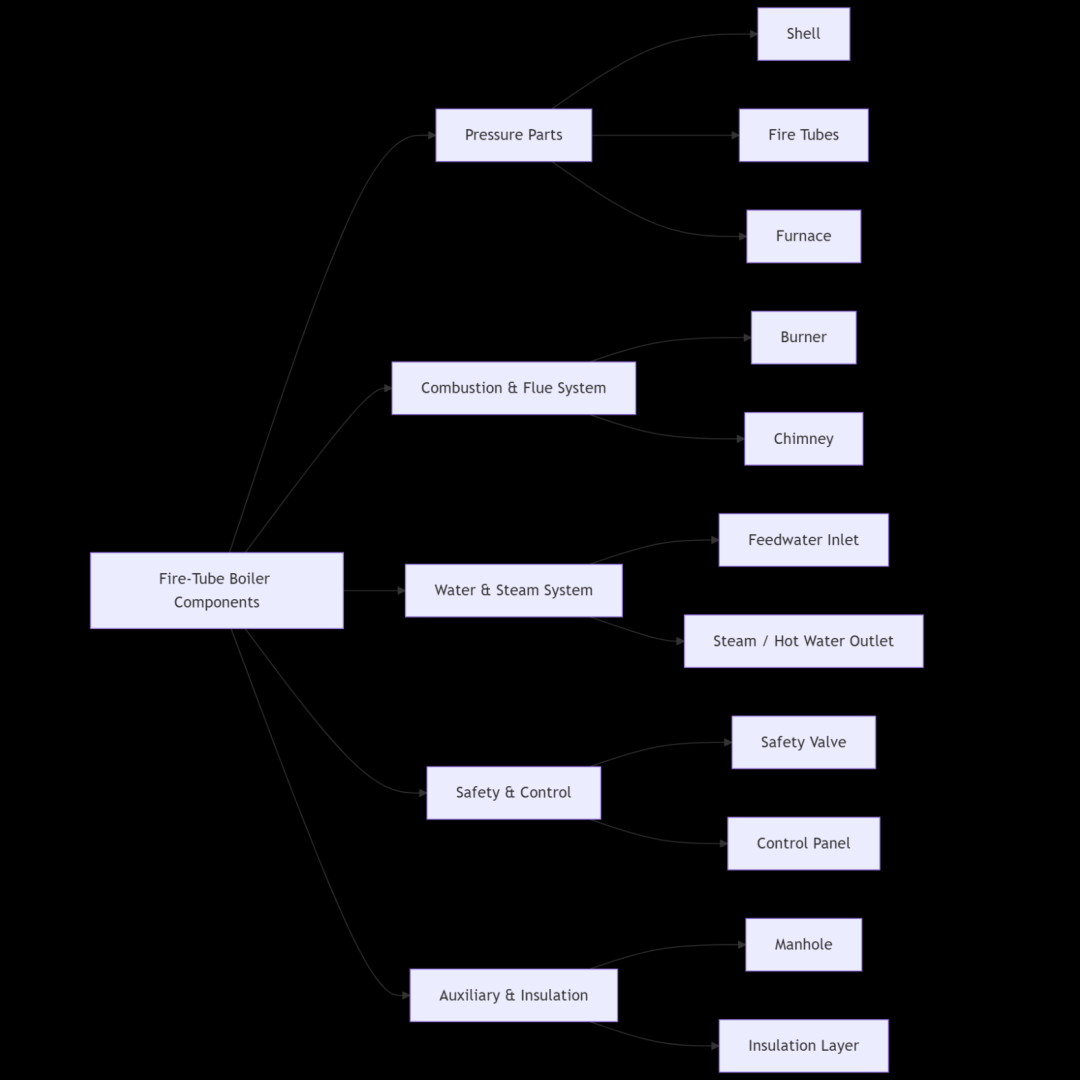
Pressure parts (core structure)
-
Shell / pressure vessel — holds water, steam space and tubes.
-
Fire-tubes — carry hot gases; provide the main heating surface.
-
Tube sheets — plate that anchors and seals tube ends.
-
Smoke box / flue — collects gases after tube pass.
Combustion & flue system
-
Furnace / firebox — where fuel and air burn.
-
Burner — mixes & ignites fuel (gas, oil, etc.).
-
Chimney / draft fans — exhaust flue gases and maintain draft (natural or forced).
Water, controls & safety
-
Feedwater inlet & pump — supplies treated water into the boiler.
-
Water level gauge & controllers — prevent dry-run or overflow.
-
Safety valve & pressure gauge — protect and monitor pressure.
-
Blowdown/drain — remove sludge and control water quality.
Optional add-ons & access
-
Economizer / feed-water heater — recovers exhaust heat to improve efficiency.
-
Superheater / steam separator — for drier or superheated steam.
-
Manholes / handholes — access for inspection/maintenance.
-
Insulation & casing — reduce heat loss and protect staff.
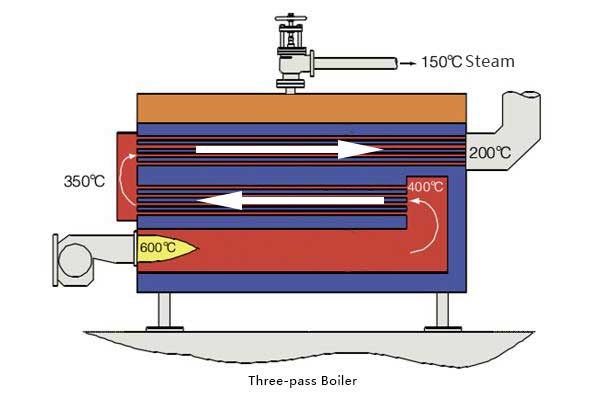
How does a fire-tube boiler work?
Combustion occurs in the furnace or firebox; the hot gases travel down one or more passes of tubes inside the boiler shell. As gases pass through these tubes, heat is transferred through the tube metal into the surrounding water, producing steam (or heating water). Typical packaged designs use multiple “passes” of tubes to increase heat transfer and often include burners, economizers, and controls for efficiency and safety. Key components include the shell, fire-tubes, tube sheets, furnace, burner, and safety controls.
What are the advantages and disadvantages of fire-tube boilers?

Advantages
-
Simple, robust construction — easier to install and maintain for small/medium plants.
-
Compact footprint for the steam/hot-water capacity offered.
-
Good for steady, lower-pressure steam and for facilities with moderate, fluctuating loads.
Disadvantages
-
Limited to lower maximum pressures and capacities compared with water-tube boilers.
-
Generally lower thermal efficiency (unless fitted with economizers/condensing tech) and slower to respond in very large steam systems.
What types of fire-tube boilers are there?
Common variants include:
-
Scotch marine (3-pass / 4-pass) — compact packaged units widely used for industrial steam/hot water.
-
Lancashire and Cornish — older horizontal single or two-flue designs used historically for medium capacities.
-
Vertical fire-tube — used where floor space is limited, smaller capacity.
-
Locomotive / specialised — heritage or specialty designs.
Classification is also by: number of passes, orientation (horizontal/vertical), and whether packaged (skid) or field-erected.
Fire-tube boiler market price — reference ranges (practical guidance)
Market prices vary widely by capacity, pressure rating, fuel type, manufacturer, and region. Use these indicative ranges (2024–2025 market observations):
-
Small packaged units / light commercial (very small outputs, electric or low-pressure gas-fired): approximately US$3,000 – US$30,000 (basic imported units up to small packaged models).
-
Small industrial packaged fire-tube boilers (e.g., 100–300 HP class): roughly US$15,000 – US$80,000 depending on spec, burner, controls, and local codes.
-
Medium to FangKuai Large fire-tube boilers (several hundred HP up to 1,000+ HP): tens of thousands to several hundred thousand USD; high-end, high-pressure units and ASME-certified designs can exceed US$200k–$500k.
How to judge the quality of a fire-tube boiler

When assessing a unit, check these objective criteria:
-
Code and certification — ASME/CE/NB/Local boiler code stamps for pressure vessel safety. Units built to recognized codes are safer and resellable.
-
Material and workmanship — tube metallurgy, weld quality, tube-to-tube-sheet joins, and finish; ask for NDT/welding records.
-
Combustion system & burner brand — known burner vendors and low-NOx options improve fuel efficiency and compliance.
-
Auxiliary systems — feedwater treatment, economizer, controls, blowdown systems and safety interlocks.
-
Efficiency & performance data — guaranteed efficiency, emissions numbers, and factory performance tests.
-
After-sales support & spare parts — local service network, warranty, availability of spare tubes and gaskets.
Cite factory test reports and request FAT (Factory Acceptance Test) documentation for major purchases.
How to choose the right fire-tube boiler for your plant

Actionable selection checklist:
-
Define duty — required steam/hot-water capacity (kg/h, BHP or BTU/hr), operating pressure and temperature, and load profile (steady vs. cycling).
-
Match capacity & redundancy — choose unit size that covers peak demand or use multiple modular units for redundancy.
-
Fuel & emissions — decide fuel type (natural gas, LPG, oil, biomass) and confirm burner compatibility and emission controls.
-
Space & installation constraints — horizontal vs vertical, access for maintenance, and local lifting/transport limits.
-
Compliance & safety — ensure local code approvals, safety valves, and qualified installation/commissioning.
-
TCO perspective — consider installation, fuel consumption (efficiency), maintenance, and expected lifetime — not just purchase price.
-
Ask for references & test data — request similar installations and operation numbers from supplier.
For small plants with simple loads, a 2–3 pass fire-tube is often the most economical; for higher pressures or very large capacities, a water-tube design is generally preferable.
Conclusion
Fire-tube boilers remain a reliable, cost-effective choice for low-to-medium steam and hot-water needs. They shine where simplicity, compactness, and moderate pressures are required. However, for very large capacity or high-pressure duties, water-tube designs typically outperform them. For more information or to discuss your boiler requirements, please contact us anytime.
FAQ
Q: Are fire-tube boilers still made today?
A: Yes — modern packaged fire-tube boilers (like Scotch marine designs) are manufactured today with improved burners, controls and emissions options.
Q: Can a fire-tube boiler run on natural gas?
A: Yes — many are gas-fired; check the burner and combustion tuning for optimal efficiency and low NOx.
Q: What maintenance is critical?
A: Regular tube inspections, water treatment to avoid scaling, safety valve tests, burner tuning, and periodic internal inspection as per code.
Q: Is a used fire-tube boiler a safe buy?
A: Used units can be economical but require thorough inspection, certification, and possible tube replacement — get an independent boiler inspector and records.
Q: How do I get an accurate price?
A: Request quotes from multiple OEMs with identical scope (fuel system, controls, feedwater package, installation, warranty) and ask for line items so you can compare apples-to-apples.
Get your best price
Quickly compare 3 FREE quotes
- Engineer quick quote
- The overall delivery speed is fast
- Financial choice
- Low installation costs and cost savings
25 years+ of boiler R&D
More than 20 innovative technologies